<span id="lqo9h"></span>
<nav id="lqo9h"></nav>
<dd id="lqo9h"></dd>
<th id="lqo9h"></th>
<progress id="lqo9h"><track id="lqo9h"></track></progress>

全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.tsdongzun.com
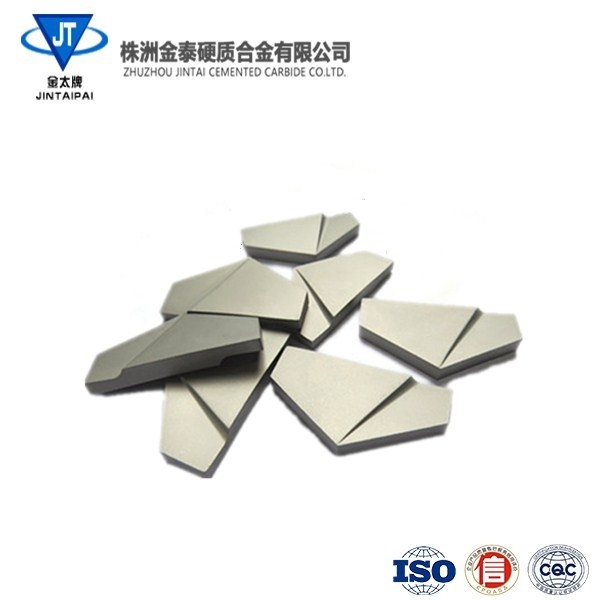
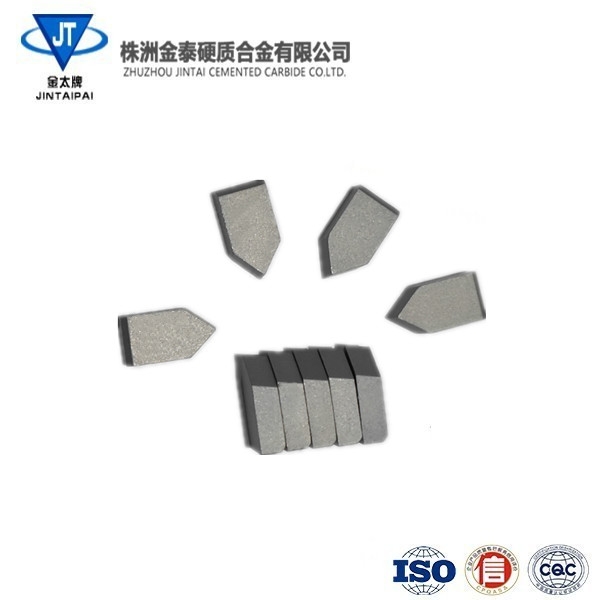
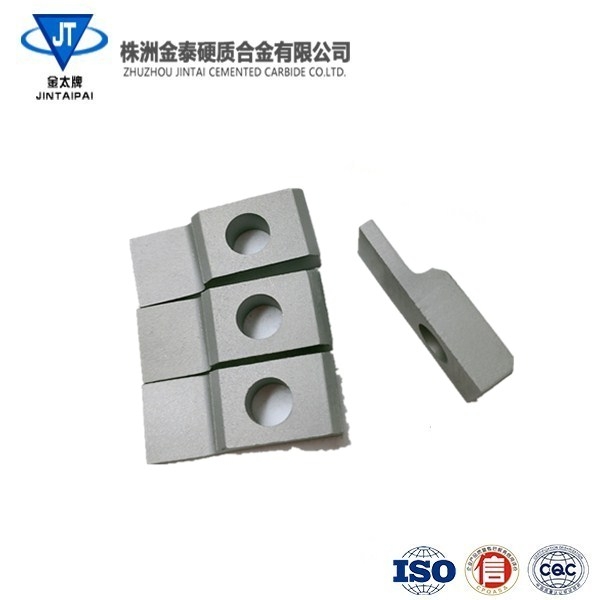
1、 刀片使用说明焊接式切削刀具结构应具有足够的刚性,足够的刚性是以Z大允许的外形尺寸,以及采用较高强度的钢号和热处理来保证。硬质合金刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数,选择刀片镶槽形状。在将刀片焊接至刀杆上以前须对刀片、刀杆进行必要的检查,首先应检查刀片的支承面不能有严重弯曲,硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠。为了保证焊接强度,应该选择合适的焊料,在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,合焊接与合金焊接面充分接触,无缺焊现象。
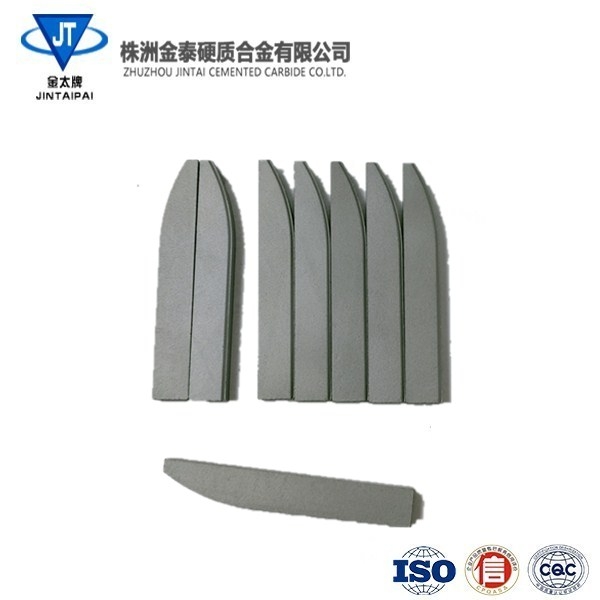
2、对于焊接熔剂,建议采用工业硼砂,在使用前在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械夹杂物,待用。在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2-0.5mm的薄片或网孔径1-2mm的网状补偿垫片进行焊接。由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度和硬度的砂轮及合理的磨削工艺、避免产生刃磨裂纹,影响刀具使用寿命。在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片。刀具使用达到正常磨钝时,必须进行重磨,重磨后刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的

3、使用寿命及安全可靠性。
刀片的磨损形式一般来说,硬质合金刀片有8种常见的磨损形式:1、刃口磨损。改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。2、崩碎。改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。3、热变形。改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。 4、切深处破损。改进办法:改变主偏角;刃口强化;更换刀片材质。5、热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。6、积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。7、月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。8,断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com